プラスチックコンポーネントの取り換えが、特に複数回にわたり必要な場合
金属性のインサートを使用することが有効です。
インサートのプラスチック材への取り付け方法には
どんなものがあるのかご案内します。
♦画像をクリック! ⇓各インサートの埋め込みアニメーションをご覧になれます。
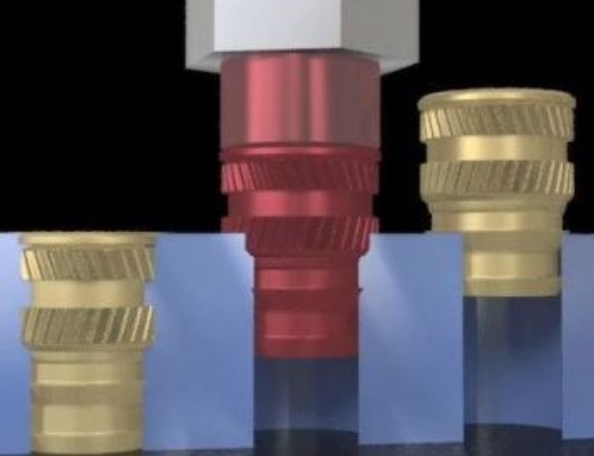
1. Heat Staking Threaded Inserts/成形後熱圧入インサート
● Thermoplastics(熱可塑性樹脂)
● 全体的に高いパフォーマンスを提供し、低コスト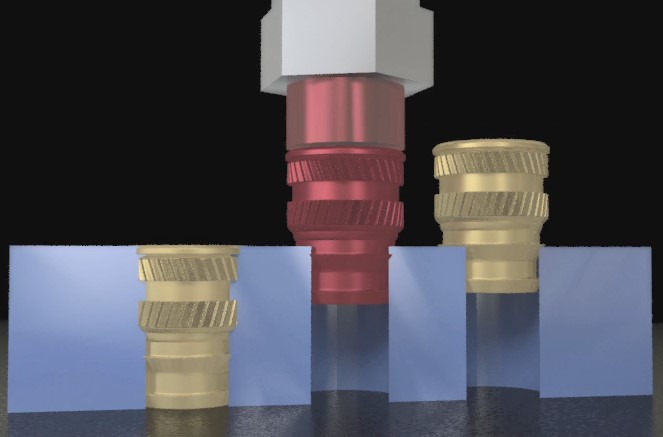
熱を加えられたインサートが母材下穴周辺部の狭い範囲を溶かし、
押し込まれます。
その時、溶かされた母材がインサート外側周辺部のナール(ギザ)に沿って
流れ込み、しっかりと溶着固定させることができます。
熱圧入のコントロールが簡単、
低コストならびに自動化に適した(複数インサートの同時熱圧入等)工法で
あることから、一般的な熱可塑性樹脂向けのインサート工法として
使用されています。
2. Ultrasonic Assisted Threaded Inserts/成形後超音波圧入インサート
●Thermoplastics(熱可塑性樹脂) 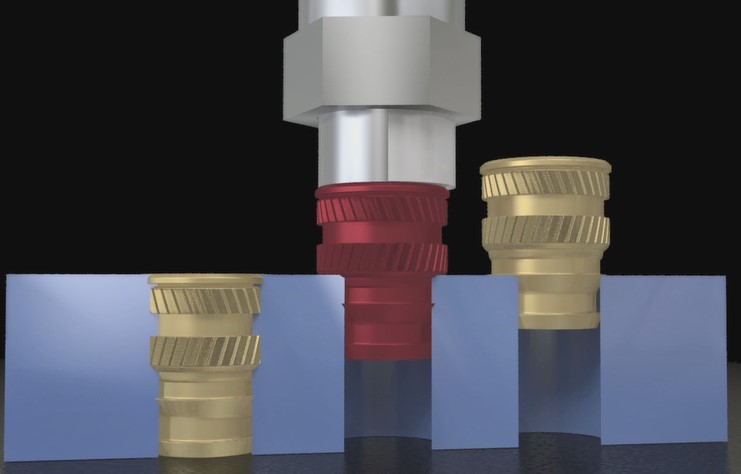
熱に代わって、超音波振動により母材下穴周辺部を溶かして押し込む工法です。
インサート取り付け工程のスピードは熱圧入と匹敵いたします。
しかしながら、熱圧入に比べ精密なコントロール、工程時の騒音対策、
自動化が難しいことから、一般的な使用工法に至っておりません。
3. Molded-In Threaded Inserts/同時成形インサート
● Thermosets & Thermoplastics(熱硬化性樹脂&熱可塑性樹脂)
● 高い引き抜き力とトルクアウトを提供いたします。 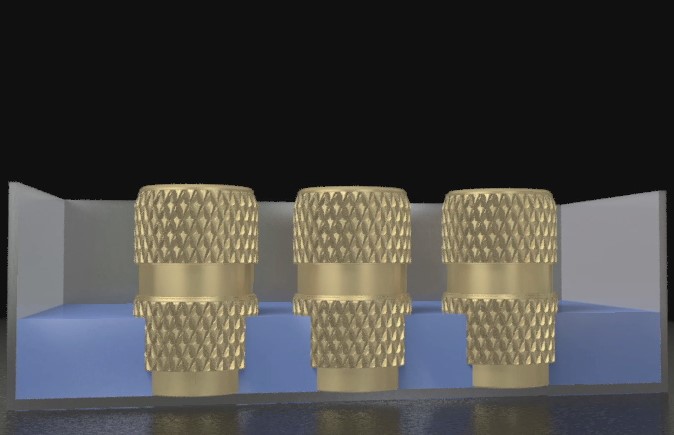
プラスチック金型のピンにインサートを入れ、成形する方法です。
プラスチック材料が完全にインサートを包み込むため、他の工法の
パフォーマンス(強度)より良い結果をもたらします。
また、二次工程の必要がありません(インサート圧入)。
しかしながら、金型ピン径とインサート下穴径の近接した許容差の管理
が必要です。また、成形サイクルごとにインサートを挿入する時間が必要
となります。
同時成形では貫通タイプのインサートの使用の場合、樹脂がインサートの
内部に侵入しないようにコア面とキャビティ面の両面にしっかりと接触する
必要があります。
一方、ブラインドタイプのインサートでは、キャビティ面での確実な接触は必要
ありません。たとえば、壁が厚い場合やインサートエンド部(クローズエンド)
がキャビティ側から見えてはならない場合になります。
4. Cold Pressed-In Threaded Inserts/成形後冷間圧入
● Thermosets (熱硬化性樹脂)
● 簡易圧入方式/低コスト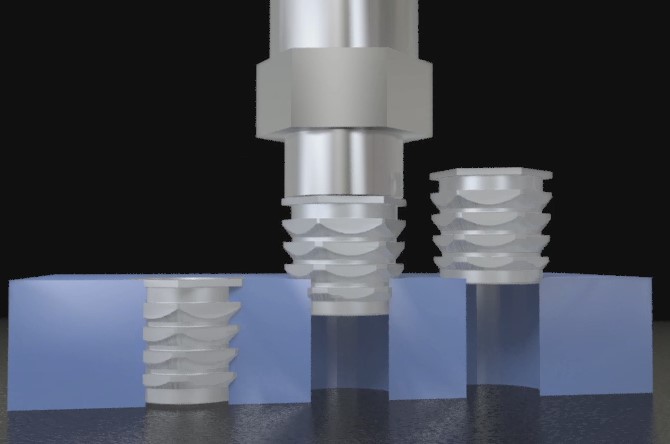
先にあげました工法に比べて、同様のパフォーマンスではありませんが
冷間圧入タイプのインサートは取り付けが簡単で、特別な専用圧入装置を
必要としないので、経済的な工法です。
なかには、拡張型インサートと呼ばれるものがあります。インサートボディーに
すり割りがあるため、先端部が窄まり簡単に指先で挿入できます。
スクリューを装着し締めはじめると、インサートボディーが拡張して、
母材下穴壁に食い込み固着する仕組みです。
また、ハイパフォーマンスタイプの冷間圧入インサートは強固な形状と材質で、
熱(超音波)溶着や同時成形工法との強度には達しませんが、コスト効率が高い
代替品を提供することができます。